




 晶振外壳目标分析及检测流程介绍同氧化皮办法
晶振外壳目标分析及检测流程介绍同氧化皮办法<一>、晶振外壳目标分析及检测流程介绍
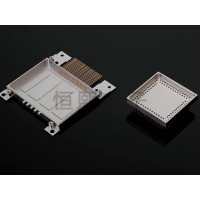
晶振外壳的形状类似于饭盒,较长处约为11mm,较宽处约为4.5mm,共有6个面需要进行检测。经过对小型冲压件生产原理的分析结合厂家提供的大量次品样品,可以认为它的缺陷主要分布于两个位置:内底面和侧边。其中内底面的缺陷往往是由冲压模具引起的凹陷以及划伤,而侧边的缺陷全部为穿孔破损缺陷,位置也集中分布于弧顶面或者弧顶面与侧面的连接处。由于缺陷位置差异较大,因此需要针对其形状特点分别设计不同的光源和检测算法。
对于分布于内底面的凹陷和划伤,利用环形荧光灯作为光源,使晶振外壳和镜头都处于光源圆心的垂直轴线处,并采用高角度漫照射,可以保护内底面深受均匀的光照,较大限度地减弱了光照不均匀所产生的明暗变化,也避免了侧边在底面上投射下阴影而造成的检测误差。
弧顶面是一个接近半圆的弧形,对于这类大曲率的金属物体表面检测,较理想的方案是使用同轴照明。
但是目前市场上商品化的同轴照明系统都很昂贵,选用此类光源固然可以大大降低检测难度,但是随之带来了系统成本的大幅上扬,不符合此系统低成本的研制初衷。而自制的同轴照明系统,成像效果与商业产品相去甚远。经过对多种类型光源的比对实验,较终确定采用低角度照明方式。此种照明方式能较大程度地凸现目标区域,而且对组件无特殊要求,制作简单。
<二>、晶振外壳冲压加工处理氧化皮办法
晶振外壳冲压加工生产在进行不同类型的金属材料加工,晶振外壳冲压加工时,对金属材料也有确定的要求,当然,对晶振外壳冲压加工不仅要求金属的完整性,而且对金属的外观也有确定的要求,例如氧化金属也是晶振外壳冲压加工所需金属被氧化的原因。
另外,晶振外壳体冲压加工生产还要求金属厚度超过规定厚度的产品后处理,但是实际上,金属几乎不会氧化,那么对于被氧化的金属,我需要做什么?
处理过程中通常采用线圈、装订、焊接或人工表面防热处理等方法,造成氧化发黑。灰黑色的氧化层加结实,包括了NiCr2O4和NiFEO4,这两种物质主要是用腐蚀性强的氢氟酸和硝酸去除的。但由于环境污染、有害、腐蚀性等原因,晶振外壳冲压加工逐渐被废弃。目前,板材厂通常有两种规模解决方案︰
1、化学方法:用酸洗钝化膏和无机助剂在室温下浸洗的洗涤剂。想深受不锈钢具有白化处理意图的特性。用这种方法加工的设备看上去颜色很浅,金属色。该方法适合于大型杂乱产品。
2、喷砂/高炉法一般是选用玻璃微珠的喷砂方式,去除氧化变黑的外观。
沧州恒熙电子有限责任公司(http://www.hengxidianzi.com)主营多种不同型号的晶振外壳、电源外壳、金属封装外壳,配备镀金、镀镍、镀锡、电泳漆、阳极氧化等表面处理加工车间、全部实现本厂自主生产加工能、缩短交期等问题。产品远销北京、上海、广州、深圳、西安、等地。
原文链接:http://www.sjgfc.com/chanpin/show-143654.html,转载和复制请保留此链接。
以上就是关于四川晶振外壳厂家/沧州恒熙电子订制规格60x60X13全部的内容,关注我们,带您了解更多相关内容。
以上就是关于四川晶振外壳厂家/沧州恒熙电子订制规格60x60X13全部的内容,关注我们,带您了解更多相关内容。