液压顶升设备优点:
1、操作简便、载荷可调、设备提升时平稳、同步效果好。
2、可与内圈自动焊机交叉作业。
3、兼容性好,节省客户的工装成本。
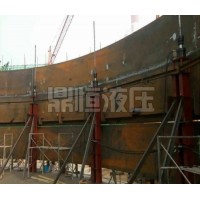
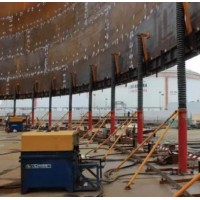
液压顶升设备支架总成施工方法有以下六种:液压提升倒装、中心柱倒装,充气顶升倒装、水浮倒装、正装法、机械顶升倒装。在先期施工的罐底板上安装数个固定垫墩 (400mm 高 , 间距 3-4 米 ), 然后组装层壁板和顶盖板 , 沿罐内壁 400mm 处均布数台(根据计算确定)液压提升机,以提升机的滑动托架托住固定在罐内壁的胀圈下部 , 操纵液压提升机的控制柜,集中控制各液压机的动作.
套液压提升设备即储罐安装设备。主要用于各种大型储罐、气柜、电厂脱硫塔等钢结构的倒装提升安装。大型重物的平移也普遍采用此项技术。
液压顶升设备安装:
(1)液压顶升设备安放在平整牢固地面上,且应干燥通风、防潮、防雨以及避免太阳直晒,应安装防雨泵棚。
(2)液压顶升设备供压系统,应按泵站系统图将各高压管、阀门、接头连接好,并与顶升立柱上的液压千斤顶相连,注意所有千斤顶进出口一致,上油嘴为回程油压管,下油嘴为上升油压管,检验连接是否牢靠。供压部件不应与底板直接接触,且应有防烫、防扎等遮挡措施。在连接液压胶管时,严禁带入泥砂,以免损坏千斤顶。
(3)液压顶升设备供电部分安装。按电气技术要求安装。
 液压提升翻模施工装置特点和提升步骤
液压提升翻模施工装置特点和提升步骤<一>、液压提升翻模施工装置特点
先导控制手柄正向扳到不同角度,就可使主泵输出正向不同的流量,使提升机不同的提升速度;当手柄扳到大位置时,提升速度大;先导控制手柄反向扳到不同角度,就可使主泵输出反向不同的流量,使液压提升装置不同的下降速度;当手柄扳到大位置时,下降速度大;当先导控制手柄扳到中间位置时,提升机停车。当先导控制手柄的输出压力为0.6~1.8MPa时,释放液压制动器;当先导控制手柄的输出压力为0.6~1.8MPa时,闭式高压泵的排量从0到大;当先导控制手柄的输出压力为1.8~2.8MPa时,液压马达排量从大减到小。由此来实现液压提升机的轻载,重载低速。
液压提升翻模施工装置由操作平台系统、垂直运输系统、模板系统、液压提升系统、电气控制系统等部分组成。
1、模板系统:模板采用竹胶合木模板,每福内外爬架上各悬挂一块模板,模板沿径向用顶紧丝杆可将模板固定或脱开。
2、操作平台系统。液压提升翻模施工装置采用的操作平台,由提升井架、井架支撑、平台辐射梁、环梁、拉杆、吊架、平台板等组成。
3、电气控制系统由上下控制电缆,料筒限位、预警信号、警告电铃信号、通信器材和照明系统组成。
4、提升系统:提升系统由支撑杆、提升架、液压油泵、千斤顶、油管等部分组成。提升设备选用液压千斤顶,与提升架组合而成,经对荷载及提升阻力验算,提升能力达到施工要求。整个提升系统由控制柜控制,提升系统既可同步提升,也可以单个或多组提升。
5、垂直运输系统由料筒、卷扬机、钢丝绳、井架、天梁、地梁、导索组成。
<二>、液压提升设备提升步骤
随着世界石油工业的迅速增长和对能源需求的不断增加,原油和成品油的储备受到了各国的普遍关注,对各类油库储备能力的要求也越来越高。金属储罐向着大型化发展的趋势也越加明显,液压提升倒装法以其提升平稳、可靠的施工特点逐渐受到了施工单位的认可,如我公司在北京石油分公司某油库改扩建工程的3个20000m3储罐施工中使用此项技术,取得了良好的使用效果,完成了此项工程。
液压顶升设备将液压顶升装置(成套设备)均布于储罐内壁圆周上,先提升罐顶及罐体的上层!)壁板,然后逐层组焊罐体的壁板。采用自锁式液压千斤顶和提升架、提升杆组成的提升装置!液压顶升),通过液压控制系统,使液压千斤顶进油时,通过其上卡头卡紧并举起提升杆和胀圈,从而带动罐体(包括罐顶)向上提升,当千斤顶回油时,其上卡头随活塞杆回程,此时其下卡头自动卡紧提升杆不会下滑。千斤顶如此反复运动使提升杆带着罐体不断上升,直到预定的高度!空出下一层板的高度)。当下一层壁板对接组焊后,打开液压千斤顶的上、下松卡装置,松开上下卡头将提升杆以及胀圈下隆到下一层壁板下壁胀紧、焊好传力筋板,再进行提升。如此反复,使已组焊好的罐体上升,直到一层壁板组焊完成,从而达到倒装法施工工艺要求。
提升架应均匀布置在罐壁内侧,尽量靠近壁板,以减少提升架的弯矩。液压控制柜(即中央控制台)置于罐体外面,由高压胶管联接各千斤顶油缸的进、回油嘴。每个提升架的稳定性影响整个罐体提升的稳定,平稳垂直固定,并用两根余引技二撑杆加固,必要时可增加一根联到中心的径向水平拉绳(钢丝绳),使所有提升架呈辐射形联接。这样布置方式既可使单个提升架有足够的刚度,又使所有提升架形成封闭系统,充分保证提升系统的稳定性。
液压提升装置可以分别安装、就位。当所有油路全部接通后,让千斤顶处于松卡状态,先进行全过程试验2~3次(不加压),然后再进行额定油压试验,观察各油路系统有无泄漏等异常现象,同时检查液压控制柜工作是否正常。接着进行空载试验,检查千斤顶的往复运动、提升杆的步进动作及断卡头的卡紧性能是否可靠。发现不正常应作调整。一切正常后,就可将提升架底板与罐底板焊牢。至此,液压提升设备的安装、就位即完成。当拱顶罐的二层壁板纵向焊缝焊接完成后,提升工作就可以进行了。
倒装法施工先安装顶层()壁板。在吊车的配合下,按照已排好的壁板顺序依次将壁板吊装就位,边吊装,边点焊纵缝(留出有安装余量的一道纵缝为活口不点焊)。对口间隙应符合设计要求。待该层壁板全部吊装组对完成后,在内侧沿焊缝自上而下,每500mm左右点焊一块弧形板。错边量应满足组对质量要求。壁板纵缝先焊外侧,内侧清根后施焊。除活口以外的其它纵缝全部焊完后,应拉尺测量壁板周长。周长的实际尺寸应该是理论尺寸加活口焊接收缩量,加顶部包边角钢焊接收缩量和下部环缝焊接收缩量。
沧州鼎恒液压机械制造有限公司(http://www.czdhyy.com)是一家以液压顶升器、液压顶升机械及其配套设备为主,集设计、开发、生产于一体的液压机械设备制造公司,为我国安装工程的事业奉献光热,为锻造我国液压提升产业丰碑而向前。
原文链接:http://www.sjgfc.com/chanpin/show-149457.html,转载和复制请保留此链接。
以上就是关于安徽液压提升装置加工厂家~鼎恒液压厂家订制液压顶升设备全部的内容,关注我们,带您了解更多相关内容。
以上就是关于安徽液压提升装置加工厂家~鼎恒液压厂家订制液压顶升设备全部的内容,关注我们,带您了解更多相关内容。