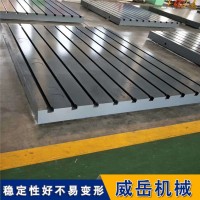
铸铁地板材质:铸铁HT200-HT300,铸铁地板的工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品精度稳定,性能好。试验平台用途:主要用于各种机械检测及其他产品的振动试验,疲劳试验、拼接、等各种用途,铸铁地板的表面有孔和T型槽(T型槽平板),用来固定工件,安装后能隔离振动,另外试验平台能控制排出的水油。
铸铁地板检验要求共分为四部分,而且对室内环境也有的要求,那么到底要做哪些方面呢?有任何技巧呢?检测是确定铸铁地板铸件能否达到设计要求的的工序与手段。铸铁地板检测通常分为下列几类:看外观表面问题检测目测法、磁粉检测、透检测。铸铁地板试验棒检测铸铁石墨形状与结构的声波法,钢铁材料、非铁金属的组织硬度涡流法。铸铁地板内部:内部问题检测射线照相法、荧光显现法,铸铁地板密度压力检测法检查铸件渗漏、组织致密程度。
铸铁地板对室内环境要求:铸铁地板室内不应起尘、进灰、藏灰,四壁油漆。室内要有恒温和空气调节设备。温度保持在19℃~21℃,相对湿度不超过60,无水源。要保持光线充足,远离震源和腐蚀性气体。防止阳光直射。要安有电源引线。建立制度:非室内人员不准随便入内。不准在室内吸烟、喝水、吃东西、闲谈。与工作无关的东西不放入室内,随时保持整洁,人员应保持个人清洁。每天下班搞一次卫生,每周大扫除一次。
铸铁地板四周涂料的应用范很广,无论是干型,表面干型,还是金属型或湿型(湿型表面撒微粉状石墨粉)铸造都使用涂料。铸铁地板涂料的涂覆方法有刷,浸,喷和流涂等。生产实践中应综合考虑批量生产工艺,型的大小和结构等因素合理选择涂覆方法。
铸铁地板刷涂法。较简易,较灵活,较常用的涂覆方法。用单笔将涂料刷到型上,它要求涂料浓度要合适,刷时要边刷边搅动,并且要均匀。上涂膏时,先将铸铁地板砂型刮去一层,然后抹上2MM左右的涂膏,用刷子单方向地将涂膏压紧压实,再刷一层稀涂料。该方法生产效率低,涂层质量也不易稳定。铸铁地板浸涂法。是将铸铁地板砂芯浸入涂料中经短时间取出,是铸铁地板砂芯获得涂层的涂覆方法。生产,容易获得光洁,均匀的涂层,适用于机械化作业的砂芯上涂料。铸铁地板流涂法。它是靠流涂机泵将涂料压送出流涂嘴后浇到型砂表面的一种涂覆方法,多余涂料流回涂料流回,可以继续使用。流涂法的生产,涂后无刷痕,表面光洁,涂料浪费少,对环境污染小,操作容易。缺点是涂层厚度不易控制,对涂料性能的要求较严格,比较适合树脂砂生产线。
铸铁地板的质量主要体现在铸铁地板的材质、净重和工作面精度等级上。所以您在采购铸铁地板的时候,要根据自己的实际用途,比如说是检验、划线、装配、钳工等来区分铸铁工作台的精度,还有铸铁地板的承重来选择适合的铸铁地板来选择。
联系人威岳机械谢女士15350773479
原文链接:http://www.sjgfc.com/chanpin/show-7169.html,转载和复制请保留此链接。
以上就是关于批发电机试验平台 铸铁地板 风电测试台底座全部的内容,关注我们,带您了解更多相关内容。
以上就是关于批发电机试验平台 铸铁地板 风电测试台底座全部的内容,关注我们,带您了解更多相关内容。